Finish-turning is perhaps the most important machining process for aircraft components, and it has more stringent requirements than the machining processes that precede it. During finish-turning, machinists must be more considerate of dimensions and tolerances, and more aware of potential distortion or damage taking place.
 This level of thoroughness is necessary when machining aircraft components, especially for critical rotating components in aircraft engines. Critical rotating components include turbine disks, spools, shafts, etc. These components are critical because if they fail, the aircraft engine fails.
This level of thoroughness is necessary when machining aircraft components, especially for critical rotating components in aircraft engines. Critical rotating components include turbine disks, spools, shafts, etc. These components are critical because if they fail, the aircraft engine fails.
“Finish-turning is the last step in the machining process, where the final layer of material is removed,” explains Alex Minich, Global Product Manager of Greenleaf Corporation. “In the preceding stages of machining, surface finish isn’t as important because further machining processes will rectify any surface issues. That’s why finish-turning is so important, because it determines the state of the surface.”
With aircraft engine manufacturers in a time crunch to deliver products to customers, they are looking for methods to make parts faster. Reducing cycle time for the finish-turning process can help these manufacturers get products to market faster.
The Importance of the Finish-turning Process for Critical Rotating Components
Finish-turning is one of the final machining processes for a component that is particularly important to the integrity of said component.
 “Critical rotating parts in an aircraft engine are exposed to extremely high centripetal forces and various mechanical and thermal stresses, and they are operating in these conditions for thousands and thousands of hours,” describes Minich. “The finish-turning process must shape the surface microstructure to withstand these conditions.”
“Critical rotating parts in an aircraft engine are exposed to extremely high centripetal forces and various mechanical and thermal stresses, and they are operating in these conditions for thousands and thousands of hours,” describes Minich. “The finish-turning process must shape the surface microstructure to withstand these conditions.”
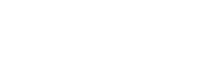
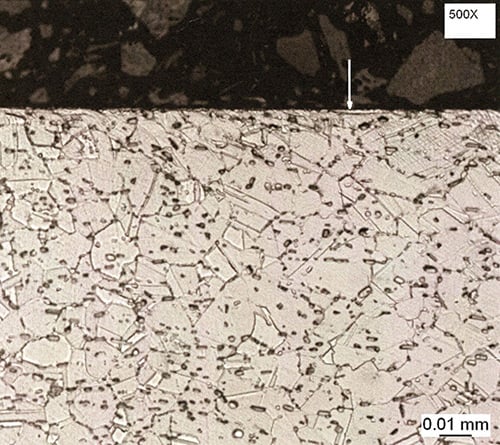
Provided the raw material meets specifications, it is defects on the surface of a part that dictate when that part will fail because they attract other defects and act as points of stress concentration. As finish-turning ultimately shapes the surface of the part, machinists want to ensure that process creates a part that is as close to perfect as possible.
“If you have even a single major defect, then the part can fail much earlier than expected, before it has flown the number of hours it’s designed for. When it comes to critical rotating components, the microstructure of the surface is extremely important,” emphasizes Minich.
The finish-turning process assures the part’s microstructure meets requirements. If this process is done improperly, the whole part is compromised and scrapped. Finish-turning ensures critical rotating components can withstand the strong forces and stresses within an aircraft engine and continue to perform well.
Finish-turning Tooling Options
When it comes to tooling for finish-turning of critical rotating components, Minich highlights three general types of cutting tools.
The first is carbide, coated or uncoated, which Minich says is the most common. Regardless of the type of cutting tool, they need to have a sharp edge, a small hone that is a uniform shape and size, and a low-friction coating.
“Coolant delivery is another feature that is important, especially for carbide, because without sufficient coolant the tool can get overheated and wear down faster,” Minich explains.
The second type is cubic boron nitride (CBN) cutting tools, which Minich views as a more novel approach. As with carbide, to use CBN tools a machinist needs to have the correct cutting speed, feed rate, and the right hone shape and size. CBN tools come in different grades, and Minich recommends using the most wear-resistant one in this scenario.
The last option, which Minich recommends, is using ceramic cutting tools. Ceramics are less common for finish-turning, but it’s proving to be a better option than carbide and CBN. Minich elaborates: “Ceramics have the potential to reduce cycle time and create a more uniform surface while being cost-effective.”
Reducing Machining Time with Ceramic Tooling
Minich advocates for ceramic cutting tools for the majority of the machining process, including roughing and finish-turning. With advancements in machining processes and tooling, utilizing ceramic tools cuts down the time it takes to machine these critical rotating components.
“Compared to carbide, the right ceramic tool can reduce cycle time by 60-90%, depending on the kind of carbide a manufacturer is using and how they are using it. Compared to CBN, that same ceramic tool can double the rate of metal removal and provide a much more uniform surface,” explains Minich.
Additionally, using the appropriate ceramic tool often leaves a surface that has significantly fewer visual imperfections compared to the surface produced with carbide or CBN.
 “Manufacturers who use a specialized ceramic tool for finish-turning win both in terms of productivity, with reduced cycle time, and having a more reliable, repeatable process that is within the bounds imposed by tolerances or requirements,” says Minich.
“Manufacturers who use a specialized ceramic tool for finish-turning win both in terms of productivity, with reduced cycle time, and having a more reliable, repeatable process that is within the bounds imposed by tolerances or requirements,” says Minich.
Of course there are limitations to using ceramics. Though Minich views ceramic tools as having a significant advantage when machining nickel-based components, he says ceramics are not a viable option for titanium components, because ceramic cutting tools interact chemically with titanium.
“Essentially everything that an aircraft engine manufacturer can do with ceramics when machining a nickel-based heat-resistant alloy, they should do, because ceramics are so much more effective and productive. Using the right ceramic tools optimally reduces cycle time, improves surface finish, and provides manufacturers with a more reliable finish-turning process for their components,” describes Minich.
For finish-turning, Minich recommends Greenleaf’s GF-1 chipform and the WG-600 coated whisker-reinforced ceramic grade, both of which include unique cutting tool technology. The combination of the two offers manufacturers a ceramic tool perfectly suited for machining critical rotating components in aircraft engines. If you’re interested in this and other tooling options, reach out to Greenleaf Corporation, which offers extensive options in ceramics and carbide cutting tools and inserts. And if you manufacture aircraft engine components, learn more about attending AeroDef, an aerospace and defense manufacturing event.
 Biography
Biography
Alex Minich
Global Product Manager & Sr. Applications Engineer
Greenleaf Europe B.V.
Mr. Minich holds an aerospace engineering degree from TU Delft and started his career at Greenleaf as an applications engineer in 2014. He’s since been responsible for sales, technical support, project and product development, and knowledge management. In his current role, Mr. Minich drives product development and product management, and supports key applications globally.